شO(sh¨¨)س‹(j¨¬)،°ئ؟حذ×ù،±ءم¼µؤ™C(j¨©)ذµ¼س¹¤¹¤ث‡زژ(gu¨©)³ج
- خؤ¼½é½B£؛
- ش“خؤ¼é doc ¸ٌت½£¨ش´خؤ¼؟ة¾ژف‹£©�£¬دآفdذèزھ
20 ·e·ض
-
- ز»،¢ءم¼µؤ¹¤ث‡·ضخِ
ءم¼±يأو¼س¹¤·½·¨µؤكx“ٌ
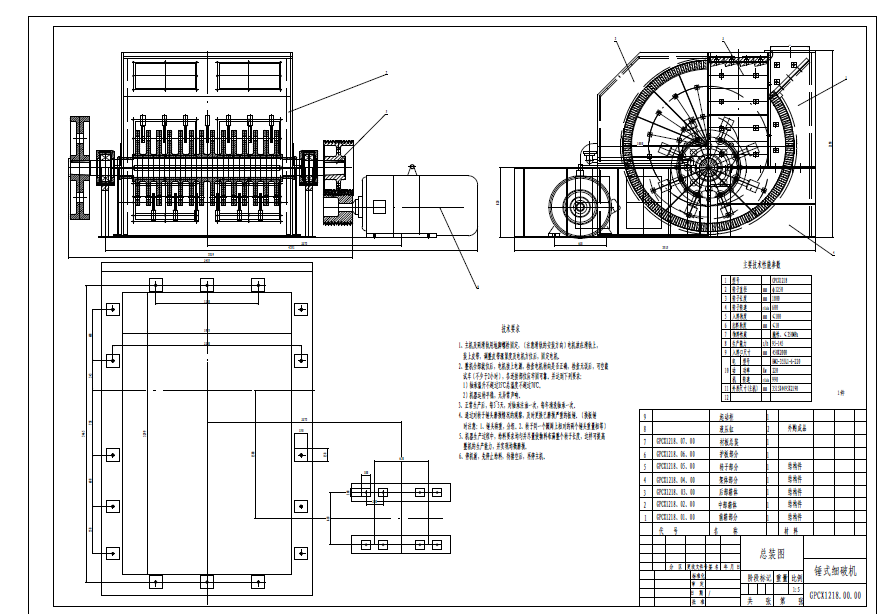
±¾ءم¼µؤ¼س¹¤أوسذحâˆAضù±يأو،¢ƒب(n¨¨i)؟×���،¢¶ثأو،¢²غ¼°ذ،؟×µب،£…¢؟¼±¾تضƒشسذêP(gu¨،n)ظYءد�£¬ئن¼س¹¤·½·¨كx“ٌبçدآ£؛
£¨1£©¦µ60 0 -0.030mmحâˆAضù±يأو£؛¹«²îµب¼‰é7¼‰����£¬±يأو´ض²ع¶بéRa0.8,ذè´ضـ‡�����،¢°ë¾«ـ‡�����،¢¾«ـ‡،£
£¨2£©¦µ60 0 -0.019mmحâˆAضù±يأو£؛¹«²îµب¼‰é6¼‰£¬±يأو´ض²ع¶بéRa1.6,ذè´ضـ‡�،¢°ë¾«ـ‡��،¢¾«ـ‡؛ح¾«ؤ¥،£
£¨3£©¦µ108¶ثأوحâˆAضù£؛±يأو´ض²ع¶بéRa6.3£¬ض»ذè´ضـ‡؟ةزش½â›Q،£
£¨4£©¶ثأو£؛ءم¼µؤ×َسزƒة¶ثأوµؤ´ض²ع¶بزھاَ¶¼²»¸كéRa6.3£¬ض»ذè´ضـ‡£»µ«¦µ108حâˆAضù¶ثأوµؤ±يأو´ض²ع¶بزھاَف^¸كRa1.6£¬ذèكM(j¨¬n)ذذ°ë¾«ـ‡¼س¹¤،£
£¨5£©4‚€¦µ11ح¨؟×£؛¶¨؛أخ»�£¬²¢سأم@î^زہ´خم@³ِ�،£�����،¢
£¨6£©¦µ40+0.025 0ƒب(n¨¨i)؟×£؛¹«²îµب¼‰é7¼‰¾«¶ب��£¬ذèكM(j¨¬n)ذذم@،¢”U(ku¨°)،¢´ضمq���،¢¾«مq���،£
£¨7£©¦µ42ƒب(n¨¨i)؟×£؛éخ´×¢¹«²î³ك´ç£¬±يأو´ض²ع¶بéRa6.3���£¬م@؟×؛َكM(j¨¬n)ذذƒب(n¨¨i)؟×ـ‡µ¶´ضـ‡¼س¹¤¼´؟ةحê³ة،£
£¨8£©»¬„س²غ£؛دبم@؛أ4‚€¦µ16µؤ����£¬ةî¶بé20��£»ب»؛َشظسةمٹµ¶پي»طمٹ³ِ،£
¶��،¢أ«إ÷إc™C(j¨©)´²µؤكx“ٌ
1����،¢´_¶¨أ«إ÷·Nîگ
؟¼‘]ءم¼شعœpثظئ÷ك\(y¨´n)ذذك^³جضذثùتـ›_“ô²»´َ£¬ءم¼½Y(ji¨¦)ک‹(g¨°u)سض±بف^؛††خ����£¬ةْ®a(ch¨£n)îگذحéضذإْةْ®a(ch¨£n)�£¬¹تكx“ٌèT¼أ«إ÷�����،£²é،¶™C(j¨©)ذµضئشى¹¤ث‡شO(sh¨¨)س‹(j¨¬)؛†أ÷تضƒش،·كxسأèT¼³ك´ç¹«²îµب¼‰CT9¼‰����،£´_¶¨èT¼¼س¹¤سàء؟¼°ذخ î
ح¨ك^²é،¶™C(j¨©)ذµضئشى¹¤ث‡شO(sh¨¨)س‹(j¨¬)؛†أ÷تضƒش،·��£¬²¢ح¨ك^ح¬½M³ة†Tµؤس‘ص“¼سةدہدژںµؤ½¨×h�����£¬كxسأأ«إ÷éQ235أ«إ÷¦µ112،ءL290mm��،£²ؤءدQ235�����£¬اٍؤ«èTèFµؤèTشىذشؤـ،¢اذد÷ذش���،¢ؤحؤ¥ذش؛حخüصًذش¶¼ƒ(y¨u)سعئنثü¸÷îگèTèF£¬¶ّازةْ®a(ch¨£n)·½±م�����،¢ئ·آت¸ك�،¢³ة±¾µح£¬±مسع²èT³ِف†ہھاهخْ�����£¬±،¶ّڈح(f¨´)ësµؤèT¼�£¬سذہûسع·ا½ًŒظٹAësخï؛حڑâَwµؤةد¸،سعإإ³£¬ك€سذہûسعŒ¦؛د½ًہنؤك^³جثù®a(ch¨£n)ةْµؤتص؟sكM(j¨¬n)ذذرa(b¨³)؟s�،���£»زèTèFةْ®a(ch¨£n)¹¤ث‡؛††خ��£¬èTشىذشؤـƒ(y¨u)ء¼£¬µ«ثـذشف^²î��،¢´àذش¸ك����£¬²»كm؛دؤ¥د÷£¬كm؛د¼س¹¤ئ؟حذ×ùذèزھ¼س¹¤µؤ±يأوزھاَ؛حخ»ضأزھاَ
خز‚ƒزرضھش“¶ثةwةْ®a(ch¨£n)îگذحéضذإْةْ®a(ch¨£n)�����£¬¸ù“(j¨´)،¶™C(j¨©)ذµضئشى¹¤ث‡شO(sh¨¨)س‹(j¨¬)؛†أ÷تضƒش،·³ُ²½´_¶¨¹¤ث‡°²إإé£؛¼س¹¤ك^³ج„·ضëA¶خ����£»¹¤ذٍكm®”(d¨،ng)¼¯ضذ�£»¼س¹¤شO(sh¨¨)‚نزشح¨سأشO(sh¨¨)‚نéض÷£¬²ةسأٹA¾ككM(j¨¬n)ذذ¼س¹¤،£
2����،¢كx“ٌح¨سأµؤ™C(j¨©)´²£؛
ـ‡حâˆAƒب(n¨¨i)؟×µبـ‡´²¼س¹¤ءم¼�£¬؟ةت¹سأC6140ـ‡´²¼س¹¤�،£
„¾€����£¬سأ„¾€ئ½إ_��£¬·ض¶بî^�����£¬¸ك¶ب³كµب،£
م@؟×�����£¬²ةسأz3025“u±غم@´²��،£
ؤ¥د÷��£¬سأM114W
كx“ٌٹA¾ك£؛إْ¼éضذإْةْ®a(ch¨£n)£¬ثùزش²ةسأح¨سأٹA¾ك��£¬ب×¥¶¨ذؤ؟¨±P,Zم@ج×���،£
كx“ٌµ¶¾ك£؛شعـ‡´²ةد¼س¹¤µؤ¸÷¹¤ذٍ����£¬²ةسأس²ظ|(zh¨¬)؛د½ًـ‡µ¶¼´؟ة±£×C¼س¹¤ظ|(zh¨¬)ء؟�����،£شعم@´²ةد¼س¹¤؟וr��£¬²ةسأئصح¨آ黨م@î^¼´؟ة،£
كx“ٌء؟¾ك£؛²ةسأسخکث(bi¨،o)؟¨³ك ...
 ںلéTêP(gu¨،n)وIش~£؛
ںلéTêP(gu¨،n)وIش~£؛


 ش¥¹«¾W(w¨£ng)°²‚ن 41072402000322ج–
ش¥¹«¾W(w¨£ng)°²‚ن 41072402000322ج–

