<li id="g6ygm"></li>
<samp id="g6ygm"><tbody id="g6ygm"></tbody></samp>
<li id="g6ygm"></li>
<kbd id="g6ygm"><pre id="g6ygm"></pre></kbd>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
Ė▀ē║ė═Ėūčb┼õłD
╬─╝■┤¾ąĪ
Ż║ 67.32 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-08-24
░l ▓╝ ╚╦
Ż║ 2841899187
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
Ė▀ē║ė═Ėūčb┼õłD
╝╝ągę¬Ū¾
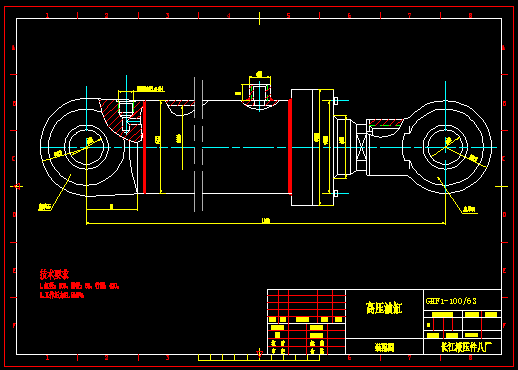
1.ĖūÅĮŻ║100ĪŻŚUÅĮŻ║63ĪŻąą│╠Ż║420ĪŻ
2.╣żū„ē║┴”31.5MPa
ę║ē║Ėū╩Ūīóę║ē║─▄▐Dūā×ķÖCąĄ─▄Ą─Īóū÷ų▒ŠĆ═∙Å═▀\äėŻ©╗“ö[äė▀\äėŻ®Ą─ę║ē║ł╠ąąį¬╝■ĪŻ╦³ĮYśŗ║åå╬Īó╣żū„┐╔┐┐ĪŻė├╦³üĒīŹ¼F═∙Å═▀\äėĢrŻ¼┐╔├Ō╚ź£p╦┘čbų├Ż¼▓óŪęø]ėąé„äėķgŽČŻ¼▀\äėŲĮĘĆŻ¼ę“┤╦į┌Ė„ĘNÖCąĄĄ─ę║ē║ŽĄĮyųąĄ├ĄĮÅVĘ║æ¬ė├ĪŻę║ē║Ėū▌ö│÷┴”║═╗Ņ╚¹ėąą¦├µĘe╝░Ųõā╔▀ģĄ─ē║▓Ņ│╔š²▒╚Ż╗ę║ē║Ėū╗∙▒Š╔Žė╔Ėū═▓║═Ėū╔wĪó╗Ņ╚¹║═╗Ņ╚¹ŚUĪó├▄ĘŌčbų├ĪóŠÅø_čbų├┼c┼┼ÜŌčbų├ĮM│╔ĪŻŠÅø_čbų├┼c┼┼ÜŌčbų├ęĢŠ▀¾wæ¬ė├ł÷║ŽČ°Č©Ż¼Ųõ╦¹čbų├ät▒ž▓╗┐╔╔┘ĪŻ[1]
ŅÉą═
ŠÄ▌ŗ
Ė∙ō■│Żė├ę║ē║ĖūĄ─ĮYśŗą╬╩ĮŻ¼┐╔īóŲõĘų×ķ╚²ĘNŅÉą═Ż║Łhąl└¼╗°▄ćĄ─ę║ē║ĖūĄ─ĮYśŗą╬╩ĮČÓĘNČÓśėŻ¼ŲõĘųŅÉĘĮĘ©ę▓ėąČÓĘNŻ║░┤▀\äėĘĮ╩Į┐╔Ęų×ķų▒ŠĆ═∙Å═▀\äė╩Į║═╗ž▐Dö[äė╩ĮŻ╗░┤╩▄ę║ē║┴”ū„ė├Ūķør┐╔Ęų×ķå╬ū„ė├╩ĮĪóļpū„ė├╩ĮŻ╗░┤ĮYśŗą╬╩Į┐╔Ęų×ķ╗Ņ╚¹╩ĮĪóų∙╚¹╩ĮĪóČÓ╝ē╔ņ┐s╠ū═▓╩ĮŻ╗Īó²X▌å²XŚl╩ĮĄ╚Ż╗░┤░▓čbą╬╩Į┐╔Ęų×ķ└ŁŚUĪóČ·ŁhĪóĄū─_ĪóŃq▌SĄ╚Ż╗░┤ē║┴”Ą╚╝ē┐╔Ęų×ķ16MpaĪó25MpaĪó31.5MpaĄ╚ĪŻ[2]
ę║ē║Ėū(╣ż│╠ÖCąĄŅÉ)
ę║ē║Ėū(╣ż│╠ÖCąĄŅÉ)
╗Ņ╚¹╩Į
hsgą═╣ż│╠ÖCąĄę║ē║Ėū
å╬╗Ņ╚¹ŚUę║ē║Ėūų╗ėąę╗Č╦ėą╗Ņ╚¹ŚUĪŻ╚ńłD╦∙╩Š╩Ūę╗ĘNå╬╗Ņ╚¹ę║ē║ĖūĪŻŲõā╔Č╦▀M│÷┐┌ė═┐┌A║═BČ╝┐╔═©ē║┴”ė═╗“╗žė═Ż¼ęįīŹ¼FļpŽ“▀\äėŻ¼╣╩ĘQ×ķļpū„ė├ĖūĪŻ
╗Ņ╚¹āH─▄å╬Ž“▀\äėŻ¼ŲõĘ┤ĘĮŽ“▀\äėąĶė╔═Ō┴”üĒ═Ļ│╔ĪŻĄ½Ųõąą│╠ę╗░Ń▌^╗Ņ╚¹╩Įę║ē║Ėū┤¾ĪŻ
╗Ņ╚¹╩Įę║ē║ĖūĄ─╣żū„įŁ└Ē
╗Ņ╚¹╩Įę║ē║Ėū┐╔Ęų×ķå╬ŚU╩Į║═ļpŚU╩Įā╔ĘNĮYśŗŻ¼Ųõ╣╠Č©ĘĮ╩Įė╔Ėū¾w╣╠Č©║═╗Ņ╚¹ŚU╣╠Č©ā╔ĘNŻ¼░┤ę║ē║┴”Ą─ū„ė├Ūķørėąå╬ū„ė├╩Į║═ļpū„ė├╩ĮĪŻį┌å╬ū„ė├╩Įę║ē║ĖūųąŻ¼ē║┴”ė═ų╗╣®ę║ē║ĖūĄ─ę╗Ū╗Ż¼┐┐ę║ē║┴”╩╣ĖūīŹ¼Få╬ĘĮŽ“▀\äėŻ¼Ę┤ĘĮŽ“▀\äėät┐┐═Ō┴”Ż©╚ńÅŚ╗╔┴”Īóūįųž╗“═Ō▓┐▌d║╔Ą╚Ż®üĒīŹ¼FŻ╗Č°ļpū„ė├ę║ē║Ėū╗Ņ╚¹ā╔éĆĘĮŽ“Ą─▀\äėät═©▀^ā╔Ū╗Į╗╠µ▀Mė═Ż¼┐┐ę║ē║┴”Ą─ū„ė├üĒ═Ļ│╔ĪŻ
╚ńłD╦∙╩Š×ķå╬ŚUļpū„ė├╗Ņ╚¹╩Įę║ē║Ėū╩ŠęŌłDĪŻ╦³ų╗į┌╗Ņ╚¹Ą─ę╗é╚įOėą╗Ņ╚¹ŚUŻ¼ę“Č°ā╔Ū╗Ą─ėąą¦ū„ė├├µĘe▓╗═¼ĪŻį┌╣®ė═┴┐ŽÓ═¼ĢrŻ¼▓╗═¼Ū╗▀Mė═Ż¼╗Ņ╚¹Ą─▀\äė╦┘Č╚▓╗═¼Ż╗į┌ąĶ┐╦Ę■Ą─žō▌d┴”ŽÓ═¼ĢrŻ¼▓╗═¼Ū╗▀Mė═Ż¼╦∙ąĶꬥ─╣®ė═ē║┴”▓╗═¼Ż¼╗“š▀šfį┌ŽĄĮyē║┴”š{Č©║¾Ż¼Łhąl└¼╗°▄ćę║ē║Ėūā╔éĆĘĮŽ“▀\äė╦∙─▄┐╦Ę■Ą─žō▌d┴”▓╗═¼ĪŻ
ų∙╚¹╩Į
Ż©1Ż®ų∙╚¹╩Įę║ē║Ėū╩Ūę╗ĘNå╬ū„ė├╩Įę║ē║ĖūŻ¼┐┐ę║ē║┴”ų╗─▄īŹ¼Fę╗éĆĘĮŽ“Ą─▀\äėŻ¼ų∙ ╚¹╗ž│╠ę¬┐┐Ųõ╦³═Ō┴”╗“ų∙╚¹Ą─ūįųžŻ╗
Ż©2Ż®ų∙╚¹ų╗┐┐Ėū╠ūų¦│ąČ°▓╗┼cĖū╠ū Įėė|Ż¼▀@śėĖū╠ūśOęū╝ė╣żŻ¼╣╩▀mė┌ū÷ ķLąą│╠ę║ē║ĖūŻ╗
Ż©3Ż®╣żū„Ģrų∙╚¹┐é╩▄ē║Ż¼ę“Č°╦³▒žĒÜ ėąūŃē“Ą─äéČ╚Ż╗
Ż©4Ż®ų∙╚¹ųž┴┐═∙═∙▌^┤¾Ż¼╦«ŲĮĘ┼ų├Ģr ╚▌ęūę“ūįųžČ°Ž┬┤╣Ż¼įņ│╔├▄ĘŌ╝■║═ī¦Ž“ å╬▀ģ─źōpŻ¼╣╩Ųõ┤╣ų▒╩╣ė├Ė³ėą└¹ĪŻ
╔ņ┐s╩Į
╔ņ┐s╩Įę║ē║ĖūŠ▀ėąČ■╝ē╗“ČÓ╝ē╗Ņ╚¹Ż¼╔ņ┐s╩Įę║ē║Ėūųą╗Ņ╚¹╔ņ│÷Ą─Ēśą“╩ĮÅ─┤¾ĄĮąĪŻ¼Č°┐š▌d┐s╗žĄ─Ēśą“ätę╗░Ń╩ŪÅ─ąĪĄĮ┤¾ĪŻ╔ņ┐sĖū┐╔īŹ¼F▌^ķLĄ─ąą│╠Ż¼Č°┐s╗žĢrķLČ╚▌^Č╠Ż¼ĮYśŗ▌^×ķŠo£ÉĪŻ┤╦ĘNę║ē║Ėū│Żė├ė┌╣ż│╠ÖCąĄ║═▐rśIÖCąĄ╔ŽĪŻėąČÓéĆę╗┤╬▀\äėĄ─╗Ņ╚¹Ż¼Ė„╗Ņ╚¹ų┤╬▀\äėĢrŻ¼Ųõ▌ö│÷╦┘Č╚║═▌ö│÷┴”Š∙╩Ūūā╗»Ą─ĪŻ
ļpū„ė├å╬╗Ņ╚¹ŚU╩Įę║ē║Ėū
ļpū„ė├å╬╗Ņ╚¹ŚU╩Įę║ē║Ėū
ö[äė╩Į
ö[äė╩Įę║ē║Ėū╩Ū▌ö│÷┼żŠž▓óīŹ¼F═∙Å═▀\äėĄ─ł╠ąąį¬╝■Ż¼ę▓ĘQö[äė╩Įę║ē║±R▀_ĪŻėąå╬╚~Ų¼║═ļp╚~Ų¼ā╔ĘNą╬╩ĮĪŻČ©ūėēK╣╠Č©į┌Ėū¾w╔ŽŻ¼Č°╚~Ų¼║═▐Dūė▀BĮėį┌ę╗ŲĪŻĖ∙ō■▀Mė═ĘĮŽ“Ż¼ ╚~Ų¼īóĦäė▐Dūėū„═∙Å═ö[äėĪŻ
2ŠÅø_čbų├
į┌ę║ē║ŽĄĮyųą╩╣ė├ę║ē║Ėū“īäėŠ▀ėąę╗Č©┘|┴┐Ą─ÖCśŗŻ¼«öę║ē║Ėū▀\äėų┴ąą│╠ĮK³cĢrŠ▀ėą▌^┤¾äė─▄Ż¼╚ń╬┤ū„£p╦┘╠Ä└ĒŻ¼ę║ē║Ėū╗Ņ╚¹┼cĖū╔wīó░l╔·ÖCąĄ┼÷ū▓Ż¼«a╔·ø_ō¶Īóįļ┬ĢŻ¼ėąŲŲē─ąįĪŻ×ķŠÅ║═╝░Ę└ų╣▀@ĘN╬Ż║”░l╔·Ż¼ę“┤╦┐╔į┌ę║ē║╗ž┬ĘųąįOų├£p╦┘čbų├╗“į┌Ėū¾wā╚įOŠÅø_čbų├[3] ĪŻ
3╝ė╣ż
Ėū═▓ū„×ķę║ē║ĖūĪóĄVė├å╬¾wų¦ų∙Īóę║ē║ų¦╝▄Īó┼┌╣▄Ą╚«aŲĘĄ─ų„ę¬▓┐╝■Ż¼Ųõ╝ė╣ż┘|┴┐Ą─║├ē─ų▒Įėė░Ēæš¹éĆ«aŲĘĄ─ē█├³║═┐╔┐┐ąįĪŻĖū═▓╝ė╣żę¬Ū¾Ė▀Ż¼Ųõā╚▒Ē├µ┤ų▓┌Č╚ę¬Ū¾×ķRa0.4Ī½0.8µmŻ¼ī”═¼▌SČ╚Īó─═─źąįę¬Ū¾ć└Ė±ĪŻĖū═▓Ą─╗∙▒Š╠žš„╩Ū╔Ņ┐ū╝ė╣żŻ¼Ųõ╝ė╣żę╗ų▒└¦ö_╝ė╣ż╚╦åTĪŻĖ³ČÓ╝╝ąg┐╔ū╔įāŻ║īÄ▓©Ė▀ą┬ģ^ńR▓®╩┐┐Ų╝╝ėąŽ▐╣½╦Šų▄äé
▓╔ė├ØLē║╝ė╣żŻ¼ė╔ė┌▒Ē├µīė┴¶ėą▒Ē├µÜłėÓē║æ¬┴”Ż¼ėąų·ė┌▒Ē├µ╬óąĪ┴č╝yĄ─ĘŌķ]Ż¼ūĶĄKŪų╬gū„ė├Ą─öUš╣ĪŻÅ─Č°╠ßĖ▀▒Ē├µ┐╣Ė»╬g─▄┴”Ż¼▓ó─▄čėŠÅŲŻä┌┴č╝yĄ─«a╔·╗“öU┤¾Ż¼ę“Č°╠ßĖ▀Ėū═▓ŲŻä┌ÅŖČ╚ĪŻ═©▀^ØLē║│╔ą═Ż¼ØLē║▒Ē├µą╬│╔ę╗īė└õū„ė▓╗»īėŻ¼£p╔┘┴╦─źŽ„Ė▒Įėė|▒Ē├µĄ─ÅŚąį║═╦▄ąįūāą╬Ż¼Å─Č°╠ßĖ▀┴╦Ėū═▓ā╚▒┌Ą──═─źąįŻ¼═¼Ģr▒▄├Ō┴╦ę“─źŽ„ę²ŲĄ─¤²é¹ĪŻØLē║║¾Ż¼▒Ē├µ┤ų▓┌Č╚ųĄĄ─£pąĪŻ¼┐╔╠ßĖ▀┼õ║Žąį┘|ĪŻ
ė═Ėū╩Ū╣ż│╠ÖCąĄūŅų„ę¬▓┐╝■Ż¼é„ĮyĄ─╝ė╣żĘĮĘ©╩ŪŻ║└ŁŽ„Ėū¾wĪ¬Ī¬Š½ńMĖū¾wĪ¬Ī¬─źŽ„Ėū¾wĪŻ▓╔ė├ØLē║ĘĮĘ©╩ŪŻ║└ŁŽ„Ėū¾wĪ¬Ī¬Š½ńMĖū¾wĪ¬Ī¬ØLē║Ėū¾wŻ¼╣żą“╩Ū3▓┐ĘųŻ¼Ą½Ģrķg╔Žī”▒╚Ż║─źŽ„Ėū¾w1├ū┤¾Ė┼į┌1-2╠ņĄ─ĢrķgŻ¼ØLē║Ėū¾w1├ū┤¾Ė┼į┌10-30ĘųńŖĄ─ĢrķgĪŻ═Č╚ļī”▒╚Ż║─ź┤▓╗“ĮW─źÖCŻ©Äū╚fĪ¬Ī¬Äū░┘╚fŻ®Ż¼ØLē║ĄČŻ©1Ū¬Ī¬Ī¬Äū╚fŻ®ĪŻØLē║║¾Ż¼┐ū▒Ē├µ┤ų▓┌Č╚ė╔┤▒ØLŪ░Ra3.2Ī½6.3um£pąĪ×ķRa0.4Ī½0.8&umŻ¼┐ūĄ─▒Ē├µė▓Č╚╠ßĖ▀╝s30%Ż¼Ėū═▓ā╚▒Ē├µŲŻä┌ÅŖČ╚╠ßĖ▀25%ĪŻė═Ėū╩╣ė├ē█├³╚¶ų╗┐╝æ]Ėū═▓ė░ĒæŻ¼╠ßĖ▀2Ī½3▒ČŻ¼ńMŽ„ØLē║╣ż╦ć▌^─źŽ„╣ż╦湦┬╩╠ßĖ▀3▒Čū¾ėęĪŻęį╔ŽöĄō■šf├„Ż¼ØLē║╣ż╦ć╩ŪĖ▀ą¦Ą─Ż¼─▄┤¾┤¾╠ßĖ▀Ėū═▓Ą─▒Ē├µ┘|┴┐ĪŻ
ė═ĖūĮø▀^ØLē║║¾Ż¼▒Ē├µø]ėąõh└¹Ą─╬óąĪ╚ą┐┌Ż¼ķLĢrķgĄ─▀\äė─”▓┴ę▓▓╗Ģ■ōpé¹├▄ĘŌ╚”╗“├▄ĘŌ╝■Ż¼▀@³cį┌ę║ē║ąąśI╠žäeųžę¬ĪŻ
4ā׳c
Įī┘╣ż╝■į┌▒Ē├µØLē║╝ė╣ż║¾Ż¼▒ĒīėĄ├ĄĮÅŖ╗»śOŽ▐ÅŖČ╚║═Ū³Ę■³cį÷┤¾Ż¼╣ż╝■Ą─╩╣ė├ąį─▄Īó┐╣ŲŻä┌ÅŖČ╚Īó─═─źąį║═─═Ė»╬gąįČ╝ėą├„’@Ą─╠ßĖ▀ĪŻĮø▀^ØLē║║¾Ż¼ė▓Č╚┐╔╠ßĖ▀15Ī½30%Ż¼Č°─═─źąį╠ßĖ▀15%ĪŻ
ØLē║╝ė╣ż┐╔ęį╩╣▒Ē├µ┤ų▓┌Č╚Å─Ra6.3╠ßĖ▀ĄĮRa2.4Ī½Ra0.2ĪŻ▓óŪęėą▌^Ė▀Ą─╔·«aą¦┬╩Ż¼ėąą®╣ż╝■┐╔į┌öĄĘų╗“öĄ├ļńŖā╚═Ļ│╔ĪŻ
ØLē║╝ė╣ż─▄ĮŌøQ─│ą®╣ż╦ćĘĮĘ©▓╗ęūīŹ¼FĄ─ĻPµIå¢Ņ}ĪŻ└²╚ńī”╠ž┤¾ą╬Ėū¾wĄ─╝ė╣żĪŻ═¼Ģr╦³ę▓▀mė├ė┌╠žąĪ┐ūĄ─Š½š¹╝ė╣ż╗“─│ą®╠ž╩Ō▓─┴ŽĄ─Š½š¹╝ė╣żĪŻ
ØLē║╝ė╣ż╩╣ė├ĘČć·ÅVŻ¼į┌Ė„┤¾Īóųą╝░ąĪą═╣żÅSŠ∙─▄╩╣ė├ĪŻ▓╗šō╩ŪÅ─╝ė╣ż┘|┴┐Īó╔·«aą¦┬╩Ż¼╔·«a│╔▒ŠĄ╚ĘĮ├µüĒ┐┤Ż¼ØLē║╝ė╣żČ╝╩Ūę╗ĒŚ▒╚▌^ā×įĮĄ─╝ė╣żĘĮĘ©ĪŻį┌─│ą®ĘĮ├µŻ¼╦³═Ļ╚½┐╔┤·╠µŠ½─źĪóčą─źĪóń±─źĄ╚╣Ōš¹╝ė╣żĪŻ
░┤═Ō┴”é„▀fĄĮØLē║╣żŠ▀Ą─╝ė╣żĘĮĘ©┐╔Ęų×ķÖCąĄ╩ĮĪóØLē║╩Į║═ÅŚ╗╔╩Į╚²ŅÉĪŻ
░┤╝ė╣żąį┘|Ż¼┐╔Ęų×ķ╣ŌŠ½╝ė╣żĪóÅŖ╗»╝ė╣żā╔ŅÉ ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
╗Ņąį╠┐╬³ĖĮŽõ
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
5
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
6
Ė▀Ņlš±äė├ō╦«║YĪĪ╚½╠ū CAD ĪĪłD╝ł.
7
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
8
HP70707Ė▀ē║╝ė¤ßŲ„┐éčbłD
9
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
10
ļp╬³ļxą─▒├KQSN350-M9-433cadłD╝łd
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀Ą═ē║┼õļŖŽĄĮyłD
2
Ž┤░ÕÖC
3
ą²’L│²ēm
4
äėæB▀xĘ█ÖC
5
22224ŽĄ┴ąŲżÄ¦ÖCØL═▓
6
0.8t-hø_╠ņĀtŻ©Č■┼┼┤¾ķgŠÓ╗ŅäėĀtĖū
7
0.75-4揥ūū∙CADłD╝ł
8
00£p╦┘ÖC┐éčbłDCADłD╝ł
9
0.75-4揥ūū∙CADłD╝ł
10
(└õä®╬³╚ļ╣▐)CADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
╗ņ║ŽÖC╚½╠ūłD╝ł
3
ņF┼┌╩®╣żłD
4
12#╦╔╩¾å╬╣▄CADłD-1.dwg
5
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
6
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
7
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
8
ļpō¶łAų∙²X▌å£p╦┘Ų„čb┼õłD╝łA0CADłD
9
Č■╝ēłAų∙ą▒²X▌å£p╦┘Ų„čb┼õłD╝łA1ca
10
LSS200¤o▌S┬▌ą²
Ė▀ē║ė═Ėūčb┼õłD_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
╣·▓·┼Ę├└Š½ŲĘę╗Ū°Č■Ū°╔½ū█║Ž
|
99Š├Š├99Š├Š├Š½ŲĘ├ŌĘč┐┤├█╠ę
|
┼Ę├└čŪų▐╣·▓·│╔╚╦Š½ŲĘ
|
čŪų▐Š½ŲĘ║═╚š▒ŠŠ½ŲĘ
|
╣·▓·Š½ŲĘę╗ŽŃĮČ╣·▓·Ž▀┐┤╣█┐┤
|
╬ńę╣Š½ŲĘŠ├Š├Š├Š├Š├Š├
|
91Š½ŲĘ╚š║½╚╦Ų▐╬▐┬ļŠ├Š├▓╗┐©
|
┼Ę├└╚š║½╣·▓·ųą╬─Š½ŲĘūų─╗ūįį┌ūįŽ▀
|
╣·▓·│╔╚╦Š½ŲĘčŪų▐╚š▒Šį┌Ž▀
|
čŪų▐╣·▓·Š½ŲĘ╬▐┬ļŠ├Š├Š├├█č┐
|
Š½ŲĘ┼Ę├└ę╗Ū°Č■Ū°į┌Ž▀┐┤Ų¼
|
├ŌĘč╩ėŲĄŠ½ŲĘę╗Ū°Č■Ū°╚²Ū°
|
╣·▓·╚š║½Š½ŲĘ┼Ę├└ę╗Ū°
|
čŪų▐Š½ŲĘĪ½╬▐┬ļ│ķ▓Õ
|
Š├Š├Š½ŲĘ╣·▓·┼Ę├└╚š║½
|
╣·▓·Š½ŲĘŠ┼Š┼Š├Š├Š½ŲĘ┼«═¼čŪų▐┼Ę├└╚š║½ū█║ŽŪ°
|
╣·▓·│╔╚╦A╚╦čŪų▐Š½ŲĘ╬▐┬ļ
|
čŪų▐Š½ŲĘū█║ŽŠ├Š├
|
Š├Š├Š½ŲĘ╣·▓·Š½ŲĘčŪų▐Ž┬įž
|
╣·▓·Š½ŲĘ ┴įŲµ ┴Ē└Ó╩ėŲĄ
|
Š½ŲĘ╣·▓·├└┼«ĖŻ└¹ĄĮį┌Ž▀▓╗┐©
|
ųą╬─ūų─╗Š½ŲĘčŪų▐╬▐Ž▀┬ļČ■Ū°
|
╣·▓·Š½ŲĘčŪų▐¦čĪ┼╬▐┬ļ▓źĘ┼
|
čŪų▐AV╬▐┬ļ│╔╚╦Š½ŲĘŪ°į┌Ž▀╣█┐┤
|
├ŌĘč╣█┐┤╦─╗óŠ½ŲĘ│╔╚╦
|
Š├Š├99Š½ŲĘŠ├Š├Š├Š├Š├ÓÓÓÓ
|
╣·▓·╚╦č²┬ę╣·▓·Š½ŲĘ╚╦č²
|
╚š║½Š½ŲĘ╚╦Ų▐ŽĄ┴ą╬▐┬ļū©Ū°
|
ę╗▒Š╔½Ą└Š├Š├88Ī¬ū█║ŽčŪų▐Š½ŲĘ
|
čŪų▐│╔╚╦╣·▓·Š½ŲĘ
|
čŪų▐Š½ŲĘ╬▐┬ļū©Ū°Š├Š├═¼ąį─ą
|
Š├Š├čŪų▐ųą╬─ūų─╗Š½ŲĘę╗Ū°
|
Š├Š├╣·▓·ŽŃĮČę╗Ū°Š½ŲĘ
|
Š├Š├│╔╚╦Š½ŲĘ
|
├ŌĘčŠ½ŲĘŠ½ŲĘ╣·▓·┼Ę├└į┌Ž▀
|
┼Ę├└Š½ŲĘš¹Ų¼300ę│
|
┬ķČ╣Š½ŲĘ
|
ę╣ę╣Š½ŲĘ╬▐┬ļę╗Ū°Č■Ū°╚²Ū°
|
čŪų▐╬ńę╣ĖŻ└¹Š½ŲĘ╬▐┬ļ
|
čŪų▐╔½Š½ŲĘvrę╗Ū°Č■Ū°╚²Ū°
|
╚š▒ŠaóźŠ½ŲĘųą╬─ūų─╗
|
<tr id="aki0y"></tr>
<ul id="aki0y"><center id="aki0y"></center></ul>
<kbd id="aki0y"><pre id="aki0y"></pre></kbd>
<ul id="aki0y"><pre id="aki0y"></pre></ul>
<samp id="aki0y"><pre id="aki0y"></pre></samp>
<th id="aki0y"></th>
<samp id="aki0y"><tfoot id="aki0y"></tfoot></samp>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


