冷卻器套圖 8m2
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
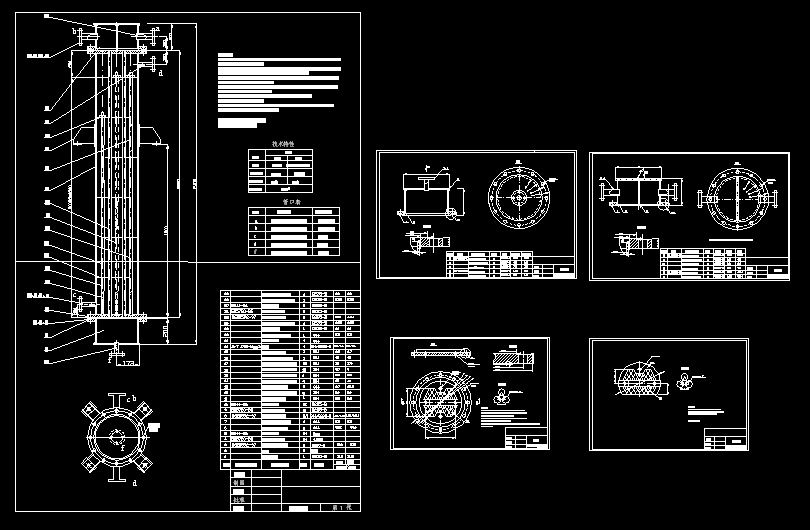
- 技術(shù)要求
技術(shù)要求
1、本設(shè)備GB151-99《鋼制管殼式換熱器》、《鋼制化工容器制造技術(shù)要求》
進(jìn)行制造、試驗(yàn)和驗(yàn)收。
2、焊接采用手工電弧焊,碳鋼之間焊條采用E4303(GB5117-95)焊條,不銹鋼
之間用A132, 異鐘鋼之間用A302焊條進(jìn)行焊接。
3、焊縫應(yīng)做射線無(wú)損探傷,探傷長(zhǎng)度應(yīng)不小于焊縫總長(zhǎng)的20%,焊縫質(zhì)量按
JB4730-94中規(guī)定Ш級(jí)為合格。
4、焊接接頭型式及尺寸除圖中注明外,均采用GB986-88中規(guī)定。對(duì)接焊縫
采用8號(hào);T型焊縫采用33號(hào),
角焊縫采用25號(hào);法蘭焊接按相應(yīng)法蘭標(biāo)準(zhǔn)中的規(guī)定。
5、換熱管與管板采用焊接。
6、設(shè)備加工完畢后,殼程以0.4MPa、管程以0.4MPa表壓進(jìn)行水壓試驗(yàn)。
7、設(shè)備碳鋼部分涂以防銹底漆兩道。
技術(shù)要求
1、管板密封面應(yīng)與軸線垂直,其垂直度公差為0.4MM。
2、管板鉆孔后≥96%的孔橋?qū)挾缺仨殹?.51MM,最小孔橋
寬度(孔橋數(shù)不超過(guò)5個(gè))為3.25MM。
3、螺栓孔中心圓直徑和相鄰兩螺栓孔弦長(zhǎng)公差為±0.6MM
任意兩螺栓孔弦長(zhǎng)公差為±1.5MM。
注:管板加工兩塊,其中一塊管板不打拉桿孔,拉桿焊接在打孔的管板上
材質(zhì)為304
技術(shù)要求
1、折流板應(yīng)平整,彎曲度不得超過(guò)1MM。
2、相鄰兩管孔中心距離偏差為±0.4MM,任意
兩管孔中心距離偏差為±0.8MM.
注:材質(zhì)為304
...
冷卻器套圖 8m2_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
亚洲国产精品成人午夜在线观看
|
久久久不卡国产精品一区二区|
久久精品人人做人人爽电影蜜月|
国产高清在线精品一本大道国产|
精品无码人妻夜人多侵犯18|
日本一区二区三区精品国产|
国产精品成人久久久久久久|
久久99精品国产麻豆宅宅|
久久久久亚洲精品天堂|
亚洲一日韩欧美中文字幕欧美日韩在线精品一区二
|
91大神精品全国在线观看|
亚洲精品成人a在线观看|
国产精品美女久久久久AV福利|
国产成人精品视频在放|
国语自产精品视频在线区|
日韩精品专区在线影院重磅|
亚洲人成电影网站国产精品|
九九久久精品无码专区|
黑巨人与欧美精品一区|
国产精品久操视频|
99久久精品费精品国产|
777国产盗摄偷窥精品0OOO|
精品国产欧美另类一区|
精品福利资源在线|
精品久久久久久久久中文字幕|
91精品国产乱码久久久久久
|
国产精品亚洲精品|
潮喷大喷水系列无码久久精品|
欧美精品videosse精子
|
中文无码精品一区二区三区|
亚洲成人国产精品|
亚洲国产精品不卡毛片a在线|
四虎精品亚洲一区二区三区|
久久综合精品国产一区二区三区|
久久精品中文字幕第23页|
精品久久久久久久中文字幕|
狠狠精品干练久久久无码中文字幕|
国自产精品手机在线观看视频
|
久久久久99精品成人片牛牛影视|
国产三级精品三级|
精品人妻少妇一区二区三区不卡|
 熱門(mén)關(guān)鍵詞:
熱門(mén)關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


