連桿cad圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術要求
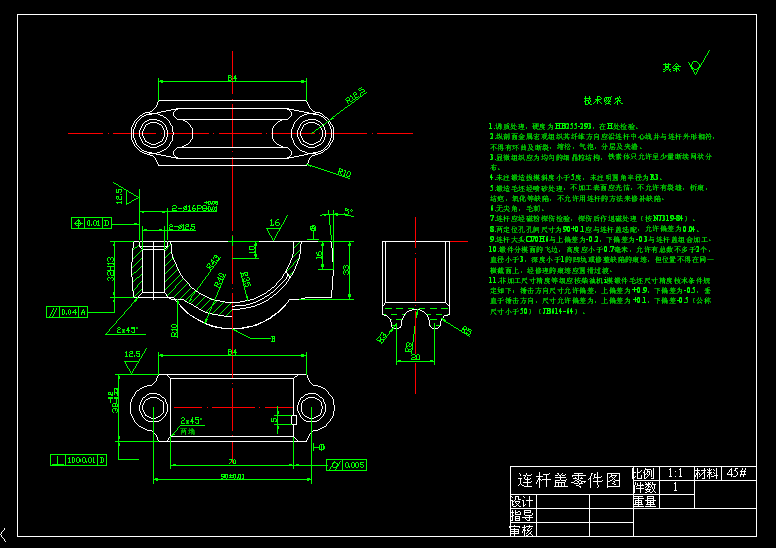
1.調質處理,硬度為HB255-293,在H處檢驗。
2.縱剖面金屬宏觀組織其纖維方向應沿連桿中心線并與連桿外形相符,不得有環曲及斷裂,縮松,氣泡,分層及夾渣。
3.顯微組織應為均勻的細晶粒結構,鐵素體只允許呈少量斷續網狀分布,檢驗部位為小頭工字形截面處。
4.未注鍛造拔模斜度小于7度,未注明2半徑為R3。
5.鍛造毛坯經噴砂處理,不加工表面應光潔,不允許有裂縫,折痕,結疤,氧化等缺陷,不允許用連桿的方法來修補缺陷。
6.螺紋應有完滿的形狀,不得有裂痕。
7.毎副連桿重量對名義重量之偏差小于10g,在所指Q、S處調整大小頭重量,毎副連桿名義重量為1.67kg,包括蓋、襯套、定位管,其中大頭1.154kg,小頭0.521kg。
8.無尖角,毛刺。
9.連桿應經磁粉探傷檢驗,探傷后作退磁處理(按NJ319-84)。
10.在M處打成對標記。
11.兩定位孔孔間尺寸為90+0.1應與連桿蓋選配,允許偏差為0.04。
12.連桿大頭O70H6與上偏差為-0.2,下偏差為-0.3與連桿蓋組合加工。
13.鍛件分模面的飛邊,高度應小于0.7毫米,允許有總數不多于2個,直徑小于3,深度小于1的凹坑或修整缺陷的痕跡,但位置不得在同一橫截面上,經修理的痕跡應圓滑過渡。
14.非加工尺寸精度等級應按柴油機i模鍛件毛坯尺寸精度技術條件規定如下:錘擊方向尺寸允許偏差,上偏差為+0.9,下偏差為-0.5,垂直于錘擊方向,尺寸允許偏差為,上偏差為+0.1,下偏差-0.5(公稱尺寸小于50)(JB614-64)。
...
連桿cad圖紙_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
精品一区二区三区东京热
|
亚洲精品国产电影|
91精品国产高清久久久久久io
|
国产99精品久久|
亚洲人成精品久久久久|
国产精品手机在线观看你懂的
|
老司机69精品成免费视频|
亚洲精品无码久久千人斩|
国产区精品福利在线观看精品|
99re6在线视频精品免费|
日产精品一线二线三线芒果|
亚洲AV无码成人精品区狼人影院|
国产精品久久久久久久久久免费|
精品久久久久久综合日本|
精品亚洲麻豆1区2区3区|
亚洲福利精品电影在线观看|
国产精品亚洲玖玖玖在线观看|
欧美成人精品一级高清片|
成人精品综合免费视频|
亚洲精品视频久久久|
国产精品一区二区三区免费|
国产精品免费网站|
精品午夜福利在线观看|
亚洲性日韩精品一区二区三区|
久久精品国产99国产精品|
成人午夜精品久久久久久久小说|
97久久精品无码一区二区|
久久久国产精品亚洲一区|
曰韩精品无码一区二区三区|
欧美精品黑人粗大|
国产乱子伦精品免费视频|
国产成人精品一区二三区在线观看
|
思思99热在线观看精品|
国产精品麻豆高清在线观看|
国产精品分类视频分类一区|
囯产精品一品二区三区|
久久精品无码一区二区无码|
久久国产热精品波多野结衣AV|
午夜精品在线观看|
四虎影视884a精品国产四虎|
在线欧美v日韩v国产精品v|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

