液處理釜總圖機械圖紙 13.9m3
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯)��,下載需要
20 積分
-
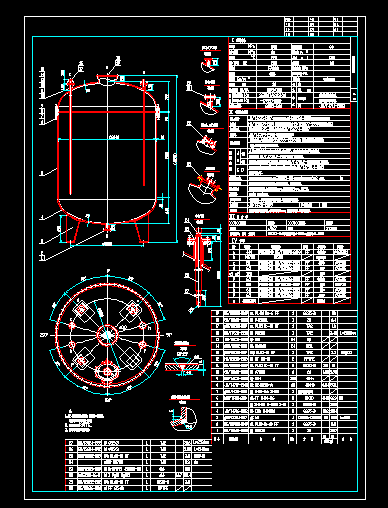
- 技術要求
JB/T4735-1997《鋼制焊接常壓容器》;參照HG20584-1998《鋼制化工容器制造技術要求》
HG/T20678-2000《襯里鋼殼設計技術規(guī)定》��;HG/T20677-1990《橡膠襯里化工設備》
罐體及其封頭Q235-B熱軋,板材標準按GB/T3274-2007
JB/T4709-2000《鋼制壓力容器焊接規(guī)程》
除圖中注明外�,其余焊接接頭按HG20583-1998之規(guī)定�����,角接接頭的焊腳高度按較薄板的厚度,法蘭的焊接按相應法蘭標準中規(guī)定。
A.B類焊接接頭無損檢測長度占各條焊接接頭長度的10%��,局部無損檢測應優(yōu)先選擇T形接頭部位���。
射線檢測符合JB/T4730.2-2005規(guī)定中III級為合格����。
拼接封頭的對接接頭成型后100%無損檢測,射線檢測符合JB/T4730.2-2005規(guī)定中III級為合格。
容器法蘭與圓筒或封頭間的連接焊縫表面應進行磁粉檢測�,磁粉檢測符合JB/T4730.4-2005規(guī)定中I級為合格�����。
襯膠前金屬基層表面應進行除銹處理,達到GB8923-88《涂裝前鋼材表面銹蝕等級》Sa2 級要求。
需襯膠的容器法蘭及管法蘭密封面均為全平面且不開槽紋,且法蘭厚度不變�。
膠種為天然橡膠半硬膠,底層襯膠厚度3mm����,面層襯膠厚度3mm����,層數2層�。
硫化方法:硫化爐內硫化法。
設備襯膠完畢���,用電火花檢漏器檢查襯里質量,不發(fā)生劇烈火花為合格�。
襯膠處的角焊縫均圓滑過渡����,半徑皆不小于5mm��;襯膠施工完畢后��,不得再動用明火。 ...
液處理釜總圖機械圖紙 13.9m3_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
2022免费国产精品福利在线|
97久视频精品视频在线老司机|
99精品视频3|
青春草无码精品视频在线观|
99国产精品一区二区|
综合久久精品色|
久久99亚洲综合精品首页|
久久91精品久久91综合|
精品无码AV一区二区三区不卡|
日韩精品成人亚洲专区|
国产精品美女久久久免费|
国内精品在线视频|
国产精品涩涩涩视频网站|
亚洲国产精品视频|
久久精品无码av|
国产精品亚洲专区无码WEB|
国产精品久久影院|
国产精品视频永久免费播放|
亚洲国产精品无码成人片久久|
蜜臀久久99精品久久久久久|
国产精品区AV一区二区|
欧美精品一区二区三区视频|
成人无码精品1区2区3区免费看|
日韩国产成人精品视频|
在线精品亚洲一区二区|
亚洲国产成人久久精品99|
日本精品久久久久久久久免费|
国产精品男男视频一区二区三区|
欧美精品免费线视频观看视频|
精品成人免费自拍视频|
国产91久久精品一区二区|
国产精品无码av在线播放|
久久精品中文无码资源站
|
亚洲国产精品不卡毛片a在线|
国内精品久久久久久久影视麻豆|
国产精品免费视频观看拍拍|
国产精品自在欧美一区|
国产精品日韩欧美在线第3页|
国产精品欧美久久久久天天影视|
国产精品电影在线|
国产精品美女久久久久AV福利|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

