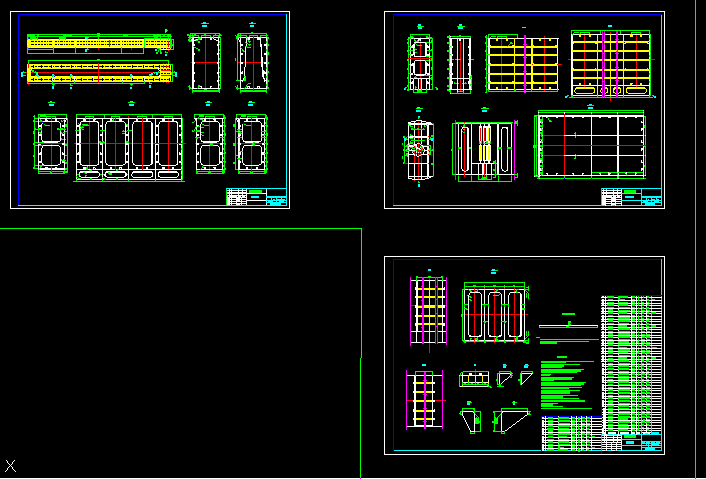
200t龍門吊柔性支腿機械圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 說明
1.主梁的上拱可以消除主梁自重引起的下?lián)希⑹股舷滦≤囋谥髁荷瞎ぷ鲿r主梁的縱向軸線大致接近水平。
2.每根主梁的上拱曲線按二次拋物線進行設(shè)置。二次拋物線在跨中的最大值為100.2mm。
3.二根主梁的上拱度應(yīng)一致。
技術(shù)條件
1.手工焊條牌號選用E4315 (GB5117),焊條烘熔溫度和時間按焊條生產(chǎn)廠 的產(chǎn)品說明書進行,
自動焊選用性能不低于H08MNA的自動焊絲。
2.鋼板(包括拼焊成的鋼板)焊接前君須校平整形,其平直度要求:每米
不大于2mm,全長不大于長度的1/1500。
3.焊接工作應(yīng)在拼裝檢驗合格后進行。
4.焊接前應(yīng)檢查和修正定位焊點,清除焊縫位置附近的鐵銹、油污、積水等。
5.當進行多層焊接時,在焊接每層焊縫之前,應(yīng)對前一層焊縫進行檢查,
如發(fā)現(xiàn)有夾渣、氣孔和裂紋時,應(yīng)將缺陷部分除凈再進行施焊。
6.焊縫質(zhì)量及檢驗:
(1)焊縫質(zhì)量
對接焊縫質(zhì)量應(yīng)符合JB/ZQ4000.3中的Bs級的規(guī)定。
角焊縫質(zhì)量應(yīng)符合JB/ZQ4000.3中的Bs級的規(guī)定。
(2)焊縫質(zhì)量的檢查
a.對接焊縫需進行100%超聲波檢查,再加焊縫總長的5%進行X射線探傷。
b.重要的角焊縫(如鋼套四周的角焊縫等)需進行100%超聲波檢查。
c.重要的角焊縫,應(yīng)進行仔細外觀檢查,并抽查長度的5~10%作
著色探傷或磁粉探傷。缺陷等級不大于ZB04005或ZBJ04006規(guī)定的
Ⅰ級要求,磁粉探傷處用角相砂輪打磨。
d.焊縫超聲波探傷的標準采用GB11345-89 BⅢ級合格,焊縫的
X射線探傷標準采用GB3323-87 Ⅱ級合格。
e.連續(xù)補焊3次以上的焊縫,必須重新?lián)Q板。
f.對十字形和T字形對接焊縫,一般抽取50%進行拍片檢查。
(3)用戶及監(jiān)造有權(quán)指定拍片部位。
(4)所有重要焊縫的焊接工作,必須由考試合格的焊工憑證上崗。
7.焊縫在圖中未注明為間斷焊者全部采用連續(xù)焊,焊縫高度未注明者,對于單面
角焊縫其高度不得小于被焊接件中的最小板厚,雙面角焊縫其高度不得小于被
焊接件中最小板厚的0.7倍。
8.筋板遇焊縫切角 R25
9.除銹,刷防銹底漆兩度,色面漆兩度。
10.標題欄內(nèi)名稱項中的尺寸僅作估算構(gòu)件重量之用,準確落料尺寸和數(shù)量應(yīng)以放樣后為準。
...
- 帮助:如何获取积分? 上传资料可以赚钱? 版权投诉
200t龍門吊柔性支腿機械圖紙_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
秋霞久久国产精品电影院|
91精品国产高清久久久久久91|
999国内精品永久免费视频|
国产免费久久精品丫丫|
久久精品国产亚洲AV麻豆网站|
国产亚洲精品免费视频播放|
国产精品1区2区|
久久精品无码午夜福利理论片|
青青久久精品国产免费看|
99免费精品国产|
精品午夜久久福利大片|
国内精品久久久久影院一蜜桃|
亚洲午夜精品久久久久久浪潮|
精品久久久无码中文字幕天天|
亚洲午夜精品一区二区|
2048亚洲精品国产|
精品无码国产自产拍在线观看|
完整观看高清秒播国内外精品资源|
国产成人精品日本亚洲专区|
久久99精品国产一区二区三区|
日韩精品无码一区二区三区不卡|
午夜精品久久久久成人|
精品久人妻去按摩店被黑人按中出|
2022国产精品最新在线|
久久精品国产精品亚洲精品
|
午夜影视日本亚洲欧洲精品一区|
国产精品拍天天在线|
无码精品人妻一区二区三区免费看|
婷婷久久精品国产|
亚洲国产精品专区在线观看|
日韩精品一区二三区中文|
人妻少妇精品系列|
欧美日韩精品一区二区三区不卡
|
在线精品无码字幕无码AV|
欧美精品色婷婷五月综合
|
国产91精品一区二区麻豆亚洲
|
国产成人精品久久亚洲|
国产精品人人做人人爽|
国产亚洲精品资在线|
国产精品亚洲w码日韩中文|
国产一区二区三区在线观看精品|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:

